Opel 1290 Motorlager: Lowcost-Repair 2018-2019
Alles begann mit einem
Erweiterungssatz für mehr Ölfördermenge der Ölpumpe, den
ich bei Ebay ersteigert hatte. Leider habe ich nicht nur eine Aluplatte und
zwei Zahnräder, sondern auch gleich noch einen Konstruktionsfehler
mitgekauft. Kurz gesagt, die Ölbohrung für das mitlaufende Zahnrad
fehlte, was sich dann durch ein Abscheren der Welle und Totalausfall bei der
Fahrt bemerkbar machte. Damals schien nach Ausbuchsen und neu Bohren alles
prima. Jedoch hatte ich einen unruhigen Lauf bei höheren Geschwindigkeiten
(beim Opel 1290 sprechen wir hier von über 70 km/h). Später
hörte es sich beim Ankurbeln des Fahrzeugs an, als würde irgendwo ein
Zündfunken fehlspringen. Das intensive mehrfache Absuchen der ganzen
Zündanlage ergab aber keinen Fehler. Warum auch, war das Geräusch
doch anderen Ursprungs, was ich aber damals noch nicht wusste.
Bis…
Naja, am 3. September 2018 war
mein Alltagsauto in der Werkstatt und ich fuhr mit dem Opel die 30 km zur Fima.
Angekommen bin ich auch und parkte stolz mein Fahrzeug.

Das war das letzte Mal, dass der
Wagen sich gut anhörte, denn am Nachmittag beim Starten klang es, als
würde ein kleiner Zwerg im Motor mit einem 2 kg-Fäustel mit voller
Wucht gegen das Motorgehäuse schlagen.
Was war passiert? Also, nach
Hause schleppen und die Suche ging los:
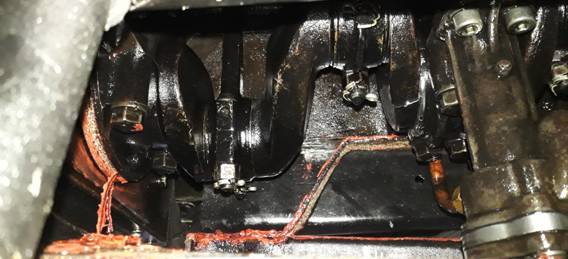
Anscheinend hatte ich durch das
Problem mit der Ölpumpe einen Lagerschaden am mittleren Hauptlager
erlitten und das Hin- und Herbiegen führte schließlich zum Riss in der
Welle.
Was ich als Zündfunken hörte, war das Herausdrücken von Öl
aus dem Spalt beim Drehen. Bei dem Abkühlen auf dem Firmenparkplatz, riss
nun die Welle komplett durch. Das Hämmern zerstörte alle Federbleche
der Kupplungsscheibe, gab Haupt – und Pleuellagern den Rest…

Die Suche ging los und ich konnte
(durch einen Hinweis beim Alt- Opel- IG- Stammtisch in Iserlohn) für wenig
Geld einen kaputten Motor mit intakter Welle bekommen. Der Motor liefe
angeblich noch, sei nur undicht und würde Wasser verlieren.
Na ja, Wasser verlor er
tatsächlich nur zur Hälfte, denn die andere Hälfte war im
Öl; oder sollte ich sagen: „Das Kühlwasser in der Ölwanne
wurde vom Motoröl verdünnt..?“
Dem ursächlich waren auch
alle 4 Pleuellager kaputt gefressen. Die Hauptlager seltsamerweise nicht, wobei
im mittleren Hauptlager ein Stück Weißmetall ausgebrochen war.
„Das muss definitiv neu!“, dachte ich und sah mich vor mehreren
tausend Euro Reparatur, da bei einem Opel von 1934 alle Lager auf die Wellen passend
in die Gehäuse gegossen und gebohrt wurden. Und das kann noch nicht mal
jeder Motorinstandsetzer.
Das musste anders gehen und
definitiv günstiger – nur wie?
Ich forschte etwas im Internet
und wurde auf eine Reportage der Schweizer Zillertalbahn aufmerksam
(https://www.youtube.com/watch?v=krnQ4tBuquo), welche die Wellen und
Lagerschalen mit Brennern erhitzen, dann die Wellen mit sauerstoffarmer Flamme
einrußen und das Weißmetall dann eingießen. Nach dem
Abkühlen werden die Lager nachgearbeitet (also die Poren verschlossen) und
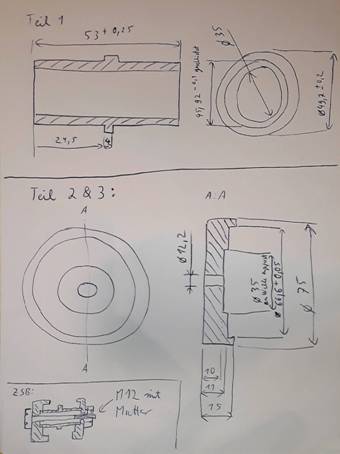
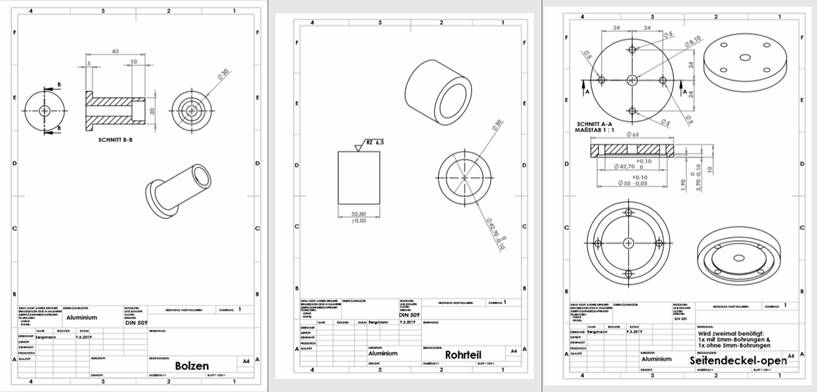
poliert. So etwas musste bei mir doch auch machbar sein. Meine Idee war
später, ein Werkzeug aus Aluminium zu bauen, da sich dieses mit
Weißmetall aufgrund der Oberflächenkorrosion schlecht verbinden
würde. Weiterhin sollte die stärkere Ausdehnung des Aluminiums von
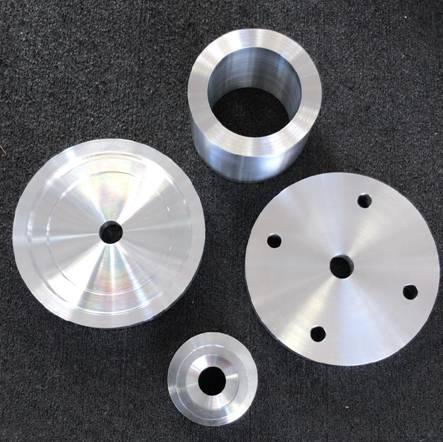
Vorteil beim Entformen sein. Ich ließ mir also ein Werkzeug drehen,
welches mit dem Bund aufliegt und ich von oben in eine Schale Metall
eingießen kann.
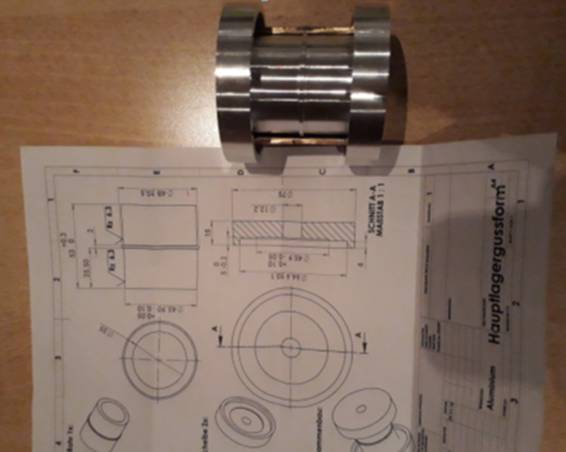
Das Weißmetall (WM80)
erhielt ich über Ebay aus Ennepetal und einen elektrischen Schmelztiegel
aus China, der aber erst noch auf EU-Stecker umgelötet und mit
vernünftiger Erdung versehen werden musste. Man(n) wollte ja dieses
Abenteuer überleben!
Der erste Versuch startete: Das
Zinn aus einer mittleren Motorlagerschale der gerochenen Kurbelwelle wurde ausgeschmolzen,
in das Aluminiumwerkzeug eingespannt (aufgeschnittene Schlauchklemmen zeigten
hier ihren Einsatz) und ab auf dem Grill erhitzt.


Das Vorwärmen des Werkzeugs erfolgte auf meinem
Säulengrill, mit dem ich auch über 500°C erreichen kann, seit ich
ihm einen Druckluftanschluss spendiert habe. Als idealen Punkt fand ich jedoch
nach einigen Versuchen die Temperatur von 380°C an der kältesten
Stelle…


Nach einigen Versuchen hatte ich das erste Lager, musste
aber feststellen, dass Bohrung und Außenradius etwas versetzt verlaufen,
da die Lager gedreht und dann auseinandergesägt wurden. Also noch mal
Gießen, diesmal mit angepassten Seitenteilen des Werkzeugs.

Auch war ein Bund nicht komplett
mit Lagermetall überzogen – beim nächsten Versuch wurde mehr
Sorgfalt auf die Zentrierung gelegt. Nach dem Ausschmelzen der richtigen
Lagerschale und dem Giessen stand ich nun vor dem Problem einen korrekten
Zieldurchmesser erreichen zu müssen, hatte ich doch den Durchmesser ehr
eng gewählt und dann mussten vorab auch noch einige Poren autogen
verlötet werden.
Das war übrigens auch etwas,
was man erst mal lernen muss: Zuerst goss ich in Gips einen Stab WM80, den ich
dann mit kleiner Flamme schmolz. Ja, Sie lesen richtig, man schmilzt das
Stabmetall, nicht das Metall der Lagerschale. Denn es soll eine kleine Kugel in
die Pore tropfen. Ist dieses geschehen, erhitzt man diese nur an der oberen
Rundung (fern der Schale) bis diese plötzlich einsinkt. Es bleibt eine
kleine Erhebung, die danach wegzuschleifen ist.

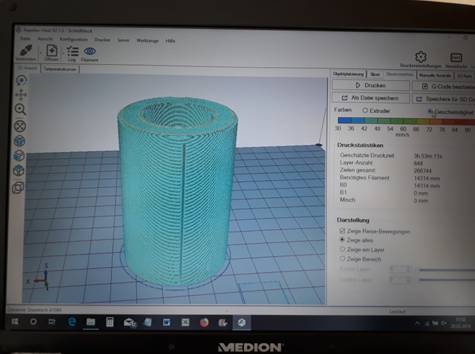
Wie schleift man das nun?
Es lebe der 3D-Drucker (bei mir zwar nur ein Chinamodell,
aber es war die Lösung):
Ich baute nun mit zunehmendem Durchmesser mehrere Ronden bis Solldurchmesser
minus zweimal Schleifpapierdicke, fügte einen schrägen Schlitz ein
und spannte mein Ergebnis schließlich in die Standbohrmaschine.


Nun schleift man in der Bohrmaschine aber nun vor Allem die
Ränder. Egal, denn ich spannte einfach nur einen schmalen Streifen ein und
konnte so auch gezielt die Mitte nacharbeiten, bis das Lehreisen nicht mehr
quer in der Lauffläche wackelte.

Wann aber nun ist genug geschliffen? Erst einmal sei
gesagt, dass man Pro Schliff nicht einmal 0,05 mm herausbekommt, da das
Schleifpapier superschnell mit dem Lagermetall zu sitzt und getauscht werden
muss. Erst einmal habe ich immer wieder das Lager locker aufgelegt, sobald es
zu passen schien, wurde es fertig verschraubt. Dies ging, weil ich nur eine
Hälfte des Kompletten Lagers erneuern musste. Drehte sich die Welle nicht
mehr, musste noch was weg. Sobald sie schwergängig lief kam Tuschierpaste
hinzu um zu zeigen, wo es im wahrsten Wort noch klemmt! Zuletzt noch den
Ölkanal mit einem Dremel- Sägeblatt breit genug einbringen.
Aber Vorsicht: Als alles fertig
war, musste ich feststellen, dass die Bindung zwischen Trägermetall und
Weißmetall kaum da war und sich Lagermetall und Träger dann auch
leicht trennen ließen.
Also fing ich wieder von Vorne
an, diesmal mit zusätzlichem Vorverzinnen mit Verzinnungspaste…
„Drum prüfe, ob sich’s ewig bindet oder man
´nen Spalt hier findet!“

Nun, das war der erste Teil, der zweite sollte sich viel
schwieriger gestalten, denn auch die Pleuels hatten alle aufgrund des Wassers
im Motor extreme Fressspuren und bis zu 0,5 mm Radiallspiel.
Was macht ein gegossenes ein Pleuellager aus?
-
Zentrische Weissmetallfüllung mit sehr genauer Bohrung, angepasst
an den Durchmesser der Kurbelwelle (Ok, das hatte ich beim Hauptlager
auch…)
-
Bestehend aus Ober und Unterteil (Ups, also konnte ich das Metall
diesmal nur seitlich eingießen!)
-
Rechts und links vom Stahlkörper des Pleuels ist ebenfalls Weißmetall
als Stirnfläche vorhanden, welche die Abdichtung zu den Schultern der
Kurbelwelle gewährleisten muss. (also muss das Werkzeug breiter als der
Pleuel sein).
-
Der Pleuel muss annähernd senkrecht zur Bohrung verlaufen aber
genau parallel zur Bohrung des Bronzelagers für den Kolben.
-
Nach dem Ausgießen darf man nicht die Lager auseinander sägen
müssen, denn das geht nur, wenn man auch Stahl des Pleuels wegsägt
(ich kam auf die Idee Aluminiumtrennfolien einzulegen, die aus extrem dünnen
Alublech geschnitten wurden und zwischen die Lagerhälften eingeschraubt
wurden).
-
Nicht zuletzt zu nennen: Da ist noch ne Ölbohrung zum Kolbenlager,
welches nicht verstopft werden darf (Mmhh – Alufolie aus der Küche
würde hier helfen).
Und wieder ging ich an den PC um meine Ideen in Zeichnungen
zu bringen:
Diesmal musste wieder der Drucker herhalten, eh es in Alu
gehen sollte:

Auch hier musste ich feststellen, dass es noch
Optimierungsbedarf gab: eine seitliche Spannschraube sollten das obere Pleuelauge
spielfrei anpressen und somit die Parallelität gewährleisten. Eine
Stützschraube sollte diesen Zustand fixieren.

Als ich nun das Werkzeug in Alu
vor mir hatte, kam nun die Überlegung auf, wie ich das geschmolzene
Weißmetall in die 5mm-Bohrungen bringen könne. Auf einen Rand am
Oberteil verzichtete ich bewusst. Zuerst fertigte ich einen kleinen Trichter,
der sich aber schnell als zu schwierig im Einsatz zeigte. Also musste ein
abnehmbarer Rand her.
In Alu hatte ich ihn absichtlich
nicht drehen lassen, denn wenn sich das Alu beim Abkühlen stärker als
das Weißmetall zusammen zieht, würde ich wohlmöglich die
Oberseite nicht mehr vom Metall reinigen können. Es kam nun also auch hier
wieder eine Schlauchschelle zum Einsatz.
Nun also wieder Lagermetall ausschmelzen,
Lagerstelle mit Verzinnungspaste vorbehandeln, Ölbohrung mit Alufolie
verstopfen, Pleuelteile mit Zwischenblechen zusammenschrauben, rein ins
Werkzeug und ab auf`n Grill, heizen bis 380°C am kältesten Punkt, ab
in den Sand (Ach ja, das musste ich auch lernen, denn mein Werkzeug war nicht
dicht genug, so dass ich es nach dem Grillen noch schnell in Giessand stopfen
musste.) und das Metall rein. Das hört sich wieder einfach an, aber alles
muss recht schnell gehen. Die Deckschicht des geschmolzenen Metalls im Tiegel
muss erst entfernt werden und die Oberseite des Werkzeugs muss beim
Abkühlen mit dem Gasbrenner heiß gehalten werden um das Einsickern
von weiterem Metall beim Abkühlprozess zu ermöglichen.



Nach ein paar Stunden war dann
Alles kalt genug zum Entformen und mit einem Gummihammer und einem beherzten
Schlag waren die Seitenteile gelöst. Auch der Kern war leicht
ausgedrückt (der starke Schwund des Alu zeigte Wirkung). Die Trennung des
Ober- und Unterteils erforderte Mut, doch zeigte sich aufgrund der
Aluminiumtrennfolien als sehr einfach und problemlos.
(links Rohling mit Aluminiumtrennfolien, rechts nach
Auseinanderschlagen)
Nun also die Stirnflächen auf
dem Bandschleifer säubern, Ober- und Unterteil verschrauben und ab auf die
Bohrmaschine zum Einschleifen (sprich wieder mal Werkzeuge vom 3-D-Drucker).
Schwierig und viel Kontrolle verlangte es hier, damit die Bohrung gerade bleib.
Die Geschwindigkeit nicht zu
schnell und den Pleuel nur leicht geführt, und nicht feste gehalten, aber
das musste ich erst lernen und die ganze Vorarbeit auch das eine oder andere
Mal wiederholen.


Alles wieder geschliffen bis die
Einzelteile auf die Welle passten, dann im Montierten Zustand auch mit Tuschierpaste
ein gutes Bild machten. Danach noch die Breite auf dem Bandschleifer der
Schulterbreite der Kurbelwelle angepasst und dann die Kanten 2 mm breit 45°
angefast. Und das Ganze musste viermal bis zum Erfolg durchgeführt werden
(plus zwei Fehlversuche). Alleine das Schleifen eines Pleuels dauerte zwischen
4 und 6 Stunden und machte einen riesigen Haufen Dreck und
Schleifpapiermüll.
Den Rest der Geschichte fasse ich
hier einfach mal kurz zusammen: Kupplungsscheibe, Ausrücklager der
Kupplung mussten neu rein. Nach dem ersten Lauf des Motors gab es noch mal
einen Schock, da ich einen dicken Metallschlamm in der Ölwanne hatte.

Ich habe dann alle Lager noch mal
demontiert, „Gott sei Dank“ hatte nirgends etwas gefressen. Es
waren wohl Weißmetallreste der alten Lage, die noch in den Kanälen
hingen und sich durch den jetzt deutlich höheren Öldruck bis 2,5 bis
3 kg/cm2 ausgespült hatten.

Da habe ich also die Lager noch
mal mit 1000er Papier und Öl leicht poliert und wieder verbaut. Nach der
nächsten Fahrt sicherheitshalber Ölwanne wieder ab und siehe, das
Öl blieb sauber. Aber immer noch wurde der Wagen mit zunehmender
Betriebstemperatur langsamer. Wieder auseinanderbauen und sichten. Anscheinend
heizten die Pleuls schneller als die Kurbelwelle auf und verklemmten sich dann
durch die Breitenausdehnung zwischen den Schultern der Lagerstelle. Also wieder
etwas Weißmetall runtergefeilt. Zaghaft - nicht zu viel, sonst fehlt
wieder der Öldruck... Jetzt hoffe ich nur, dass Alles auch weiterhin lange
hält. Immerhin hat die Reparatur nun mehr als 12 Monate gebraucht und sie
war das Komplexeste, was ich in meinem Leben neben meinen Kindern produziert
habe, aber das sind drei andere Geschichten...

© Arnd Bergmann, Iserlohn 2020